意大利SAET的大型中碳鋼回轉支承的無軟帶感應淬火技術簡介
摘要:大型回轉支承用于風力渦輪機和其他能源工業設備,在這些應用中,設備的工作環境惡劣。為了承受較大的動載荷,回轉支承輥道可以通過感應加熱進行表面硬化,采用無軟帶工藝,實現無軟帶均勻熱處理。與傳統的爐內滲碳相比,無軟帶感應淬火速度更快、能耗更低,并已開發出工藝對中碳鋼回轉支承進行感應處理達到同樣的效果。預加熱線圈的存在,帶有獨立的電源,可以調整加熱速率,以便根據鋼材特性調整加熱工藝。預熱功能保證在不降低掃描速度或生產率的情況下使淬硬層深達10mm以上。機械跟蹤系統調整線圈位置以補償工件的變形,從而確保加熱均勻。對不同的工藝的淬火區域,進行表面硬度試驗和金相檢測,驗證工藝的一致性。通過預加熱感應器,避免了表面過熱,在傳統軟帶區域獲得了細小而均勻的晶粒組織。
本研究的目的是開發一種適用于中碳鋼大型回轉支承的感應淬火工藝。通常軸承用鋼主要是高碳鉻鋼、滲碳鋼、中碳合金鋼或特殊用途的其他鋼種。大型回轉支承經過表面處理以獲得硬化層。淬硬層可以保證軸承承受高動態載荷。同時,表面硬化工藝使得未經處理的心部具有良好的韌性。淬硬層深度在幾毫米到10mm之間,這取決于軸承尺寸和應用。有足夠深的淬硬層是工藝要求必須保證的,以滿足每一個具體應用所需的承載能力。當然,也應避免淬硬層過深,因為淬硬層深度過深會增加淬火期間表面開裂的風險。滲碳鋼通常用于生產軸承。對于這種軸承,淬硬層是通過滲碳工藝獲得的。在高溫、長保溫時間的爐內進行滲碳,不僅能耗高且耗時長,而且處理后的材料晶粒粗化。在這種工藝過程中,馬氏體相變和整個零件的快速冷卻會產生很大的變形。由于這些原因,使用低碳鋼制作大尺寸回轉支承不能滿足工藝要求。中碳鋼是一個合適的選擇,當進行熱處理時,它們具有良好的成形性,很強的淬透性,良好的導電性和韌性。軸承表面應進行感應淬火,并且必須有足夠的淬硬層深度,以達到必要的力學性能。與滲碳工藝不同的是,感應淬火技術不需要對整個工件進行加熱,而是僅對表層進行處理,使心部及其金相組織保持不變,或變形較小。與滲碳相比,感應淬火是一種快速、節能的工藝,它是一種非常通用的加熱方法,可以進行局部和表面的均勻硬化。加熱是通過將導電材料置于通過感應器(通常是水冷銅感應器)的高頻交流電產生的磁場中來完成的。感應加熱的特殊方面是直接在工件產生熱源,即感應器產生的磁場在工件表面產生渦流,并通過材料的阻性(焦耳)加熱需要處理的工件材料。產生的加熱深度與交流電的頻率有關:頻率越高,渦流滲入深度越淺。感應電源的輸出電壓和頻率、加熱時間、淬火冷卻介質、導磁體和感應器形狀等與程序控制的全自動化設備組合,完成對工件的指定區域加熱,獲得所需的淬硬廓形、淬火硬度和高重復性。軸承的工作條件要求整個圓周環形輥道表面具有穩定的力學性能及均勻的淬硬層。具有較低表面硬度和機械強度的軟帶將導致該區域容易受到磨損,從而形成裂紋形核和擴展的特殊區域。當掃描感應加熱路徑末端與掃描起點重疊時,傳統的掃描感應加熱工藝會產生一個軟區,這種重疊會使已經淬火的材料回火。無軟帶掃描技術可滿足軸承感應淬火消除軟帶的工藝要求。無軟帶工藝使用兩個加熱組件,每個加熱組件配有兩個感應器,分別稱為預熱感應器和加熱感應器。每個感應器都有一個獨立的電源,可以設置為加熱工藝所需的功率輸出。這兩個加熱組件能夠繞著軸承輥道移動,每個組件覆蓋半個軸承圓環。預熱和加熱感應器均設置為與軸承輥道表面平行,并通過安裝在加熱組件上與感應器連接的旋轉數控芯軸,保證感應器和輥道在任何情況下平行。每個噴淋裝置上配備一個主冷卻噴淋和一個輔助冷卻噴淋。必須根據軸承輥道幾何結構專門設計感應器和冷卻噴淋裝置。主冷卻噴淋提供實現馬氏體相變所需的快速冷卻,而輔助冷卻噴淋有助于完成相變并將材料冷卻至室溫。
圖1所示為不同工藝步驟中加熱組件的位置。加熱從環形工件的一個點開始,兩個加熱組件彼此靠近,在該區域加熱過程中,旋轉平臺在一定范圍內帶動工件擺動,稱為起始區(見圖1a)。此時,所有感應器緊靠在一起進行加熱。當起始區達到工藝淬火溫度時,旋轉平臺停止擺動,兩個獨立的加熱組件朝相反方向移動。這時,主噴淋器打開,開始快速冷卻起始區表面。在穩定掃描模式下加熱時,每個加熱組件將圍繞軸承圓周一半的圓環移動(見圖1b)。根據工藝要求設置掃描速度和加熱功率,以獲得所需的淬硬層深度。兩個加熱組件沿著軸承輥道相對方向移動,到達與起始區域相對的位置,該區域稱為結束區域。當兩個加熱組件相互靠近時,兩對預熱感應器彼此緊鄰(見圖1c)。此時,第一加熱組件預熱感應器的電源供電中斷,該預熱感應器從輥道表面移開。移開一個感應器為兩個加熱組件創造了更近的加熱空間。當第二個加熱組件的預熱感應器與第一個加熱組件的加熱感應器相鄰時,再次關閉第二個預熱感應器的電源,同時該感應器離開輥道表面。第二個預熱感應器覆蓋的輥道表面,隨后由兩個相互靠近的加熱感應器進行加熱(見圖1d)。當兩個加熱感應器彼此相鄰靠到最近時,電源關閉,并快速移動轉臺平臺,使其中一個輔助淋浴器覆蓋最后一個加熱輥道部分。感應器和輥道表面之間的間隙恒定是獲得均勻加熱模式的基礎。
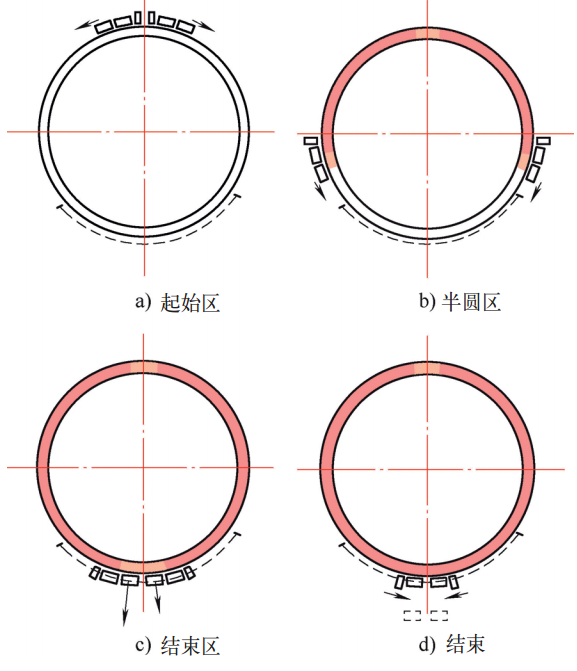
圖1 加熱過程感應器位置
淬火過程的快速冷卻和馬氏體轉變在淬硬層中產生應力,這些應力將導致軸承產生形變,使感應器與輥道之間的間隙在加熱過程中發生變化。為了避免這種情況,采用了機械跟蹤系統。每個加熱組件都配有跟蹤裝置,跟蹤裝置與輥道表面保持接觸。當加熱組件圍繞軸承旋轉時,跟蹤系統測量軸承表面位置的變化并補償感應器位置,以保持間隙恒定。我們已針對42CrMo4、50CrMo4和100Cr6三種不同的鋼材開發了無軟帶工藝。在這些鋼種中,42CrMo4鋼是最難處理的,因為它需要更高的冷卻速度才能得到完全的馬氏體轉變。本文列舉出了42CrMo4鋼工藝開發的結果。42CrMo4鋼是一種十分適合感應表面硬化的材料,可制作要求具有良好沖擊韌度、耐磨性和抗疲勞性的零件。當熱處理時,如果采用足夠的冷卻速度,42CrMo4鋼硬度可達到62HRC。如圖2所示,必須達到40℃/s的冷卻速度,以獲得完全轉變的馬氏體晶粒組織。

圖2 42CrMo4鋼連續冷卻組織轉變圖
圖2中,冷卻曲線尾部的數字是冷卻后的硬度值,<200的為HRC,≥200的為HV;貝氏體B、鐵素體F、珠光體P區域的數字為冷卻后相應的金相組織中非馬氏體組織百分比。保證完全馬氏體相變的淬硬層深度不僅取決于冷卻條件,還取決于鋼的淬透性和加熱特性。當要求淬硬層深度較深時,淬透性是一個重要指標。在鐵碳體系中,淬透性取決于合金元素的含量。一些合金元素,如錳和鎳,可以在奧氏體晶界處分離,促進馬氏體的形成。在大型軸承的表面感應加熱中,加熱時間為數十到數百秒,Ac1和Ac3的溫度將略高于平衡值。另外,從表面到零件心部會有一個溫度梯度,為了使加熱溫度達到所需的淬硬層深度,表面的溫度應該更高。大型軸承套圈的感應淬火存在一些難點,因此必須為每個特定的軸承輥道的形狀和尺寸制定工藝參數、感應器和噴淋裝置。輥道幾何結構通常要求不同的淬火冷卻強度。感應器上裝有導磁體,在需要較高功率的地方聚集磁力線,提高工件上的感應功率。在每個加熱組件上使用兩個感應器,可以在保證要求的淬硬層的基礎上,保持較快的掃描速度。掃描速度為1mm/s時,可達到10mm以上的淬硬層深度。該掃描速度保證加熱工件的表面在被噴淋冷卻之前,表面溫度不會冷卻。1~5kHz的加熱頻率最適合于深淬硬層的要求。穩定掃描過程中每個預熱感應器的電源輸出已設置為將表面溫度加熱到920~970℃。對于加熱感應器,電源輸出設置為保持表面溫度,并通過熱傳導使熱量到達所需深度。主噴淋和輔助噴淋裝置安裝在加熱組件上,保證在淬火過程中淬火冷卻介質覆蓋工件的整個輥道長度。正確選擇淬火冷卻介質聚合物濃度和溫度,以避免工件在淬火過程中形成裂紋。起始區和結束區需要特定的工藝參數。在起始區,冷卻的第一步僅在主噴淋間進行,以避免與輔助噴淋間相互干擾。在加熱組件離開起始區數十毫米后,起動輔助噴淋,穩定掃描區域沿輥道圓周方向以相同參數進行。在結束區域,當第一個預熱線圈從支承面移開時,由于只剩下一個感應器來加熱半圓周的其余部分,因此相應加熱組件的掃描速度必須降低。當第二個預熱感應器移開時,也會發生同樣的情況。掃描速度的這些變化在被主噴淋冷卻的加熱材料中產生延遲,但這并沒有導致貝氏體和其他非馬氏體相變組織的形成。由于在起始區和結束區存在這些挑戰和難點,在這些區域進行冶金和機械檢測時需要特別小心。通過測量淬硬層深度和表面硬度,評估沿輥道圓周淬硬層的均勻性。這兩種技術指標是衡量工件在工作條件下機械特性的基礎。采用無損檢測(NDT)方法對工件表面進行檢測,即采用超聲波檢測裝置對淬硬層深度進行了測量,表面硬度的測量是用配備了一個LEEB-DL探針的便攜式硬度計對工件進行檢測。根據ASTM E140標準,用里氏硬度計測量的硬度值需換算成洛氏硬度。在輥道中心測量淬硬層深度和表面硬度。通過對首次加熱試驗的軸承套圈圓弧段進行測量,并與破壞性檢測方法進行比較,驗證了非破壞性檢測方法的有效性。對輥道表面拋光,以去除氧化層,再進行超聲波淬硬層深度測量和表面硬度測量,然后用帶鋸切割樣品并進行酸蝕(酸的濃度為3%),以顯現淬硬層廓形。然后,用研磨機研磨樣品,并將其嵌入在酚醛樹脂中。試樣制作包括加熱過程,將溫度升高到160℃,樣品由自動拋光機用砂紙拋光,然后用1μm級金剛石拋光布進行試件拋光。在垂直于表面位置進行維氏硬度測量,以測量有效淬硬層深度。根據ASTME140標準,在距離表面0.4mm深度處的維氏硬度測量值需轉換為洛氏硬度值,這些測量值已用Leeb探頭進行校準。用3%濃度的硝酸蝕刻試件,然后用光學顯微鏡觀察。在起始區和結束區,通過無損檢測方法,沿輥道周長方向每10mm測量一次檢查點的淬硬層深度和表面硬度。在穩定掃描區域,除起始區域和結束區域外,每100mm圓弧上測量一次。輥道中心檢查的測量結果:超聲裝置在起始區和結束區測量的淬硬層深度如圖3所示:
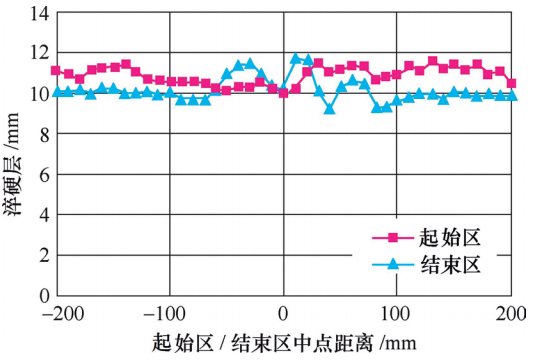
圖3 起始區和結束區的淬硬層深度
掃描區域的淬硬層深度如圖4所示,從圖中可知獲得了良好的工藝一致性,當平均淬硬層深度值為10mm時,沿圓周方向的淬硬層深度變化約為±2mm:
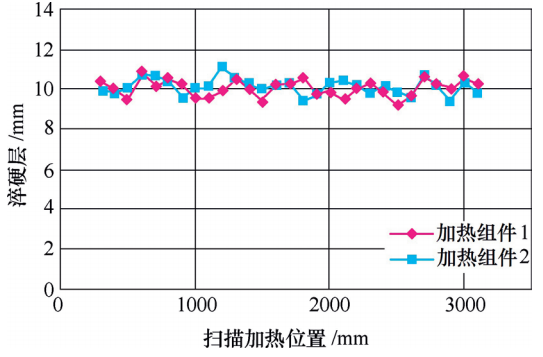
圖4 穩定區的淬硬層深度
用Leeb-DL探針測量并轉換成洛氏硬度的起始區和結束區的表面硬度如圖5所示:
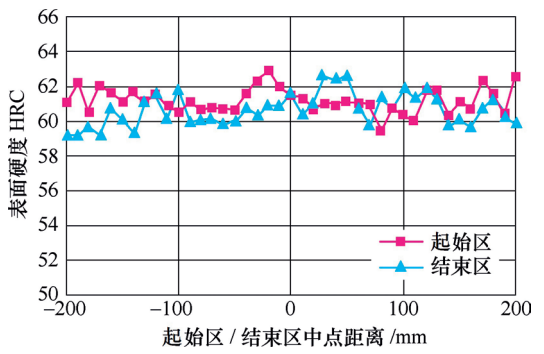
圖5 起始區和結束區的表面硬度
穩定掃描區域的表面硬度如圖6所示。用Leeb法測量的表面硬度在58~62HRC,其值與中碳鋼良好的淬透性相匹配。一些超出此范圍的測量值可能是由于Leeb儀器的精度和測量方法的重復精度造成的。在起始區和結束區沒有軟帶,這是由于處理這兩個區域時加熱功率均勻性好,冷卻噴淋設計合理,冷卻參數設置正確。
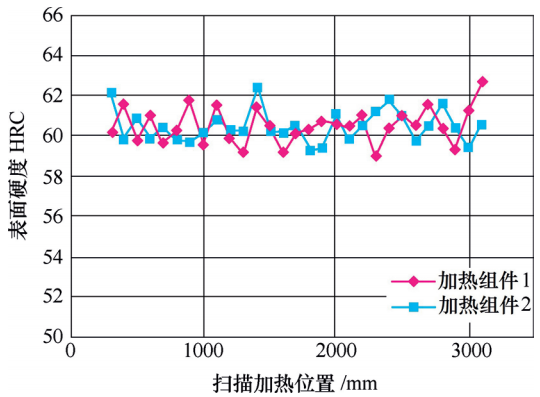
圖6 穩定區的表面硬度
分析最關鍵工藝區域的顯微組織,如起始區和結束區。在這些區域,為了獲得與穩定掃描區域相當的淬硬層深度,需要對表面進行輕微的過熱處理。在處理這些區域時達到最高表面溫度,表面被加熱到1050℃,可能產生晶粒粗化。盡管過熱,顯微組織仍然是細晶粒。在圖7a中,測量了結束區域最熱部分表面的晶粒度。根據ASTM E112標準,平均晶粒度為8.5級。這種晶粒度與穩定掃描區域測量的晶粒度相當。根據ASTM E112標準,在起始區和結束區發現最大晶粒度為8級。在掃描速度發生變化的端部區域位置檢查顯微組織,以驗證奧氏體是否完全轉變為馬氏體。在圖7b中,顯示的馬氏體顯微組織中沒有可見貝氏體或非馬氏體相變組織。
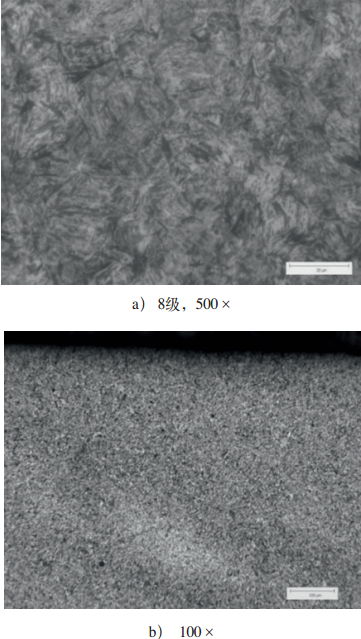
圖7 結束區的馬氏體組織
應用無軟帶工藝對大型回轉支承感應加熱表面硬化,避免形成軟區。采用42CrMo4鋼制造的軸承經過特殊設計的感應器加熱淬火處理,所需的高冷卻速度是通過適當設計冷卻噴淋器和設置適當的冷卻工藝參數來實現的。采用無損檢測方法對感應淬火處理后的材料特性進行了驗證。機械特性和冶金分析表明,該工藝使加熱和淬火具有很好的一致性,淬火處理后,輥道具有均勻的淬硬層深度和沿輥道圓周方向的表面硬度。在關鍵的起始區和結束區,淬硬層深度和表面硬度與穩定掃描區的結果一致。淬硬層深度達10mm,表面沒有過熱。根據ASTM E112標準,在輥道起始和結束區域獲得了一個細晶粒組織,最粗晶粒度為8級,淬火表面無貝氏體或非馬氏體相變組織。
作者:L. Scarpellini, M. Cesano, D. Ciscato, B. Pillin,SAET S.p.A.
程震武,薩伊感應設備(上海)有限公司
來源:《金屬加工(熱加工)》雜志2020年第5期第17~21頁
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)

