
本文在傳統(tǒng)熱處理的油淬和水淬都無法滿足使用要求時,借助于SYSWELD大型分析軟件,建立反映熱處理過程中各種現(xiàn)象變化規(guī)律及其相互影響的數(shù)學(xué)模型,并進行數(shù)值法求解;與物理試驗比較,得出了控制滲碳淬火工藝參數(shù)為:水淬前空冷時間5min;預(yù)冷后水冷15min;水冷后空冷10min。為后續(xù)滲碳淬火熱處理工藝改進提供了理論基礎(chǔ)。
1.小齒輪軸性能要求
小齒輪軸如圖1所示,其相關(guān)性能參數(shù)要求如下。
材料:17CrNiMo6;齒輪模數(shù):62.66725884mm;齒數(shù)z:16;分度圓直徑:1002.676141mm;裝夾條件:頂部吊起。
滲碳淬火后性能要求:鍛要求(ME)級,滲碳淬火后晶粒度不低于7級;有效硬化層深度6.0~6.5mm,齒面硬度(60+4)HRC,齒芯硬度35~40HRC,齒根也需淬硬;力學(xué)性能(ME):σb≥1180MPa,σs≥785MPa,δ5≥8%,ψ≥35%,AK≥41J。

圖1 小齒輪軸
2.傳統(tǒng)滲碳淬火工藝
17CrNiMo6屬德國牌號,材料成分如附表所示。其滲碳淬火時由于合金元素含量較多,冷速較快時有淬裂的危險,且大型工件表面淬火到如此高的硬度,難度較大。傳統(tǒng)滲碳后齒輪軸滲層分布如圖2所示。傳統(tǒng)滲碳淬火熱處理工藝曲線如圖3所示。
17CrNiMo6材料成分(質(zhì)量分數(shù)) (%)

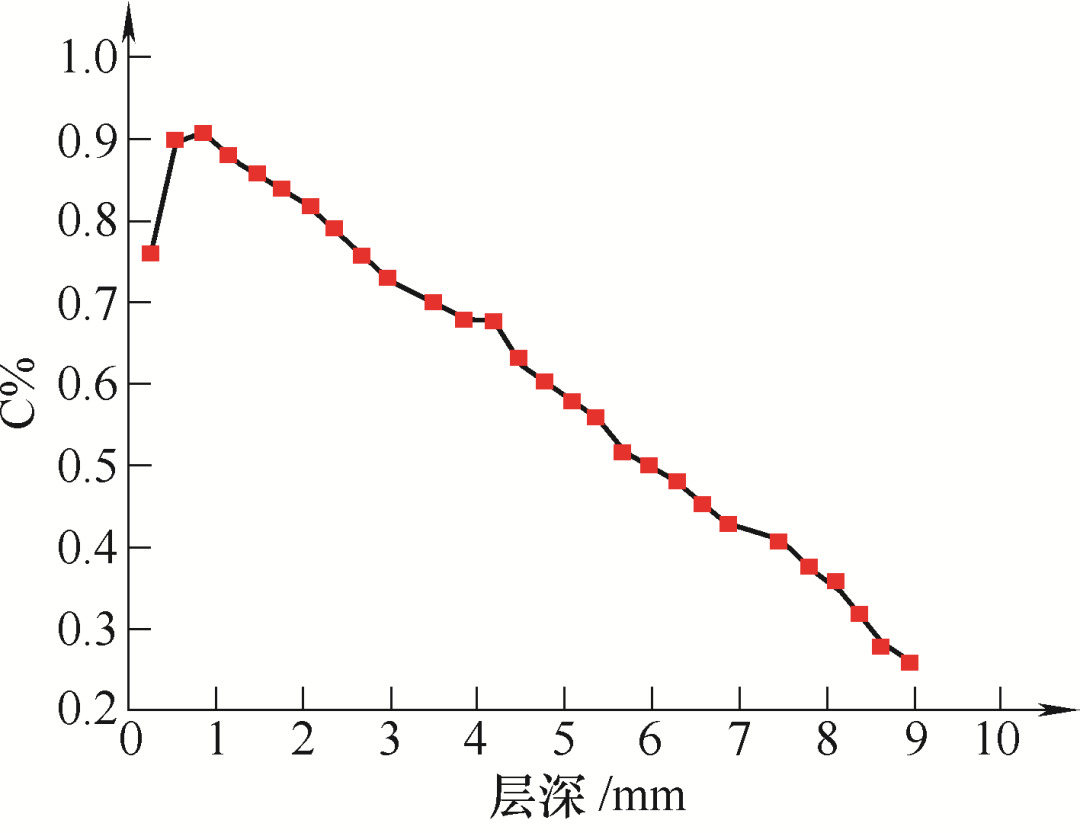
圖2 滲碳層分布
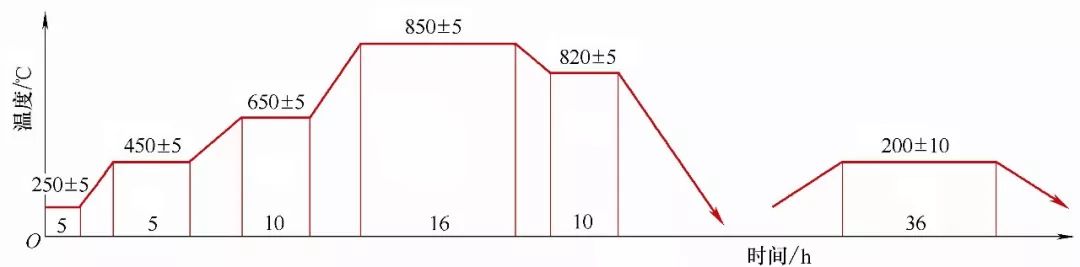
圖3 傳統(tǒng)熱處理工藝曲線
3.數(shù)值模擬過程
(1)滲碳模擬
根據(jù)齒輪軸實際要求滲層調(diào)整滲碳工藝參數(shù),如圖4、圖5、圖6所示。滲碳溫度一般在920℃左右,滲層分布要均勻,不能有過陡的梯度,以免滲碳層剝離。
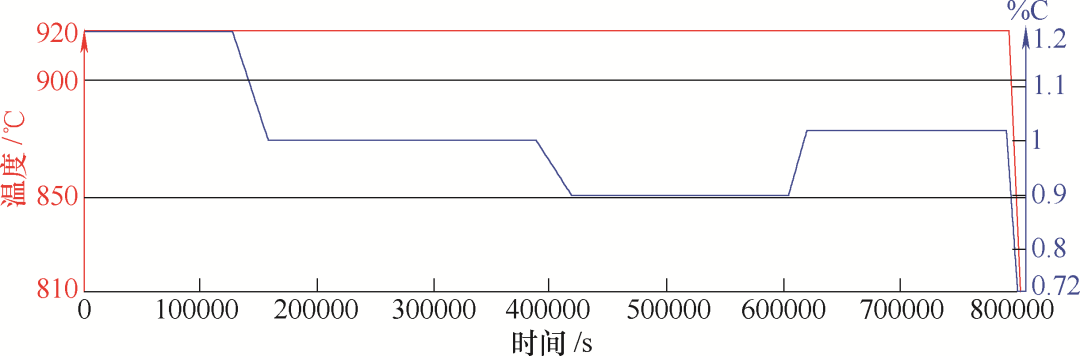
圖4 滲碳工藝曲線

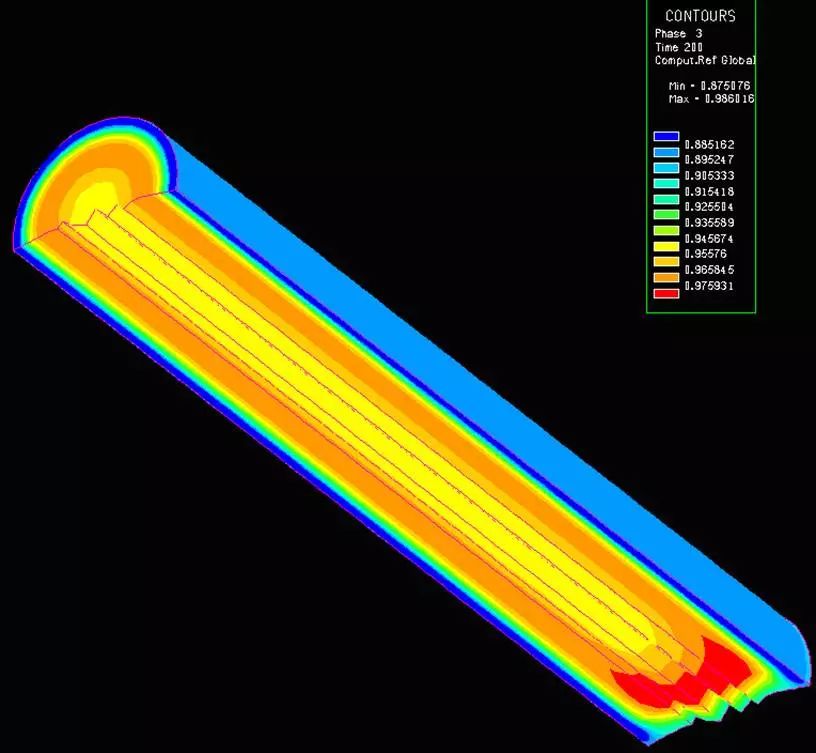
圖5 滲碳層分布

圖6 17CrNiMo6滲碳模擬后各滲層碳含量
(2)試棒檢測
材料、滲碳工藝、淬火溫度確定以后,對硬度產(chǎn)生關(guān)鍵影響的,就是冷卻方式了。由于油冷的結(jié)果顯示,硬度遠遠達不到技術(shù)要求。本文采用水冷的方式,但17CrNiMo6合金含量較高,水淬易裂。采用Φ100mm試棒做滲碳后淬火數(shù)值模擬,檢查17CrNiMo6材料淬裂傾向性,并合理估計計算機模擬的誤差范圍。
(3)水淬模擬結(jié)果
圖7、圖8為Φ100mm試棒水淬試驗?zāi)M結(jié)果,可以看出溫度場分布,應(yīng)力場分布及硬度分布符合經(jīng)驗值;模擬硬度值為65HRC。
(a)

(b)
圖7 Φ100mm試棒試棒三維剖面圖和溫度場分布
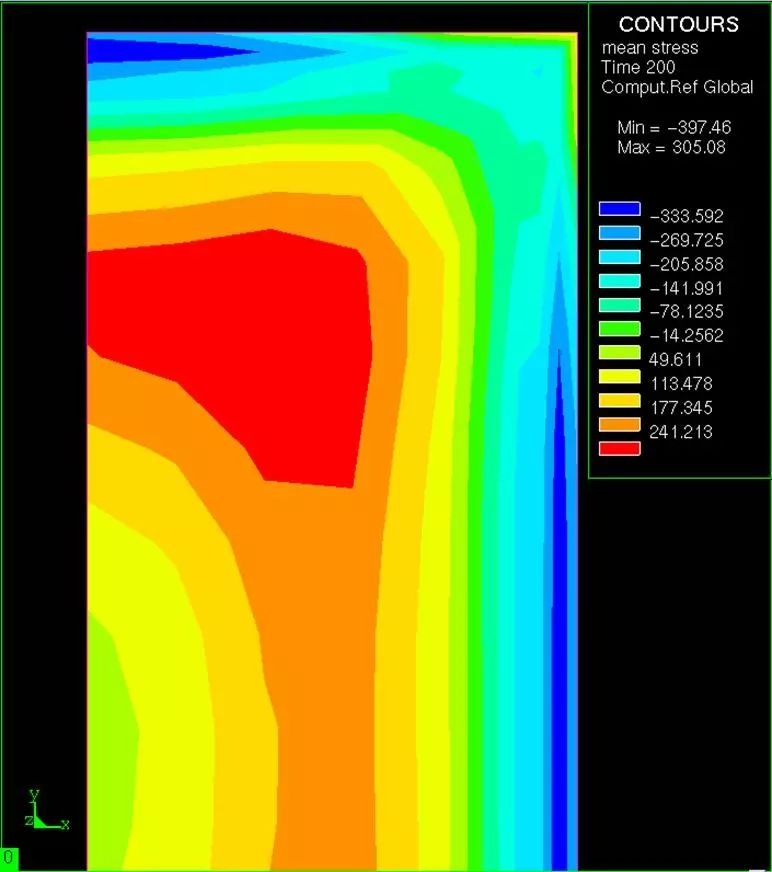
(a)
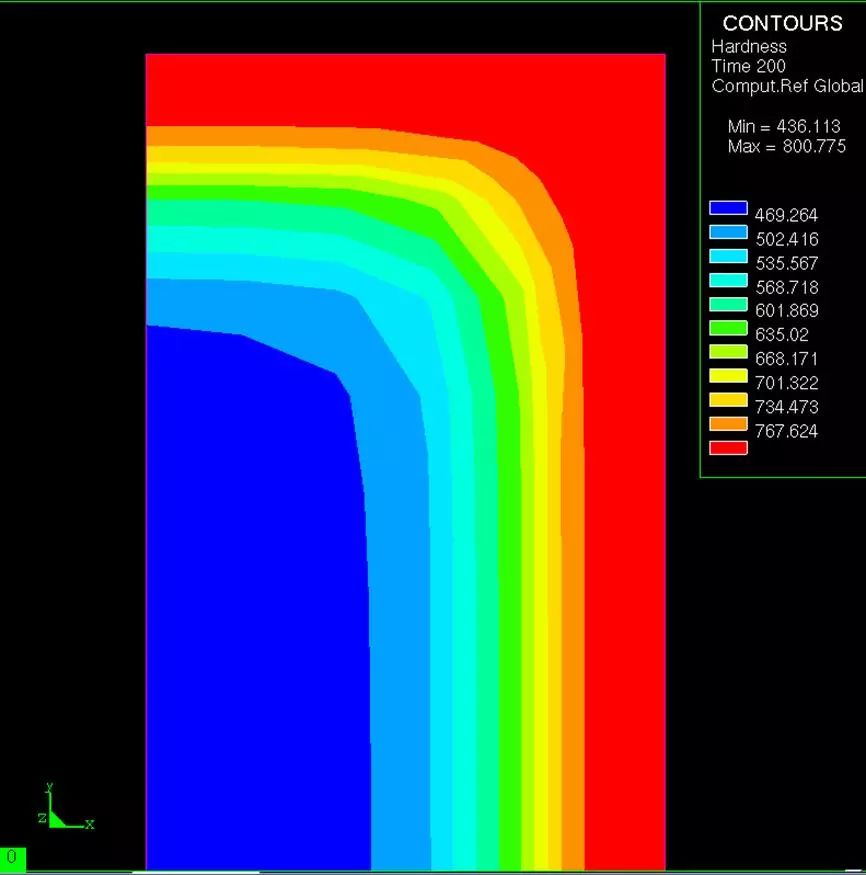
(b)
圖8 Φ100mm試棒應(yīng)力場分布和硬度分布
4.物理試驗結(jié)果
對Φ100mm試棒滲碳和水淬試驗。水淬的硬度為65HRC,且水淬試樣并無淬火裂紋。
試棒金相組織如圖9所示。圖9a淬火回火后表層為滲碳體和回火馬氏體,由于碳含量較高(0.9%左右)碳化物成網(wǎng)狀,故滲碳表面硬且脆,給淬火帶來很大的不便。圖9b是滲碳過渡層,此處碳含量較表層低,滲碳體并未練成網(wǎng)狀,只在晶界處隱約可見。圖9c是過渡層,為殘余奧氏體基體上的回火馬氏體。心部組織圖9d則為殘留奧氏體基體上的低碳馬氏體。
由于17CrNiMo6淬透性非常好,經(jīng)過正火預(yù)處理后的退火試樣在心部也能得到馬氏體和貝氏體和殘留奧氏體的混合物,如圖9e所示。
所以,要在馬氏體狀態(tài)下提高工件的硬度,應(yīng)該提高馬氏體的晶格畸變量,即冷卻過程中使更多的碳和合金元素固溶入馬氏體晶格,要達到此目的,必須增加冷卻速度。如前文所述,材料、滲碳工藝、淬火溫度已經(jīng)確定,目前只有改變淬火冷卻介質(zhì)來實現(xiàn)要求。
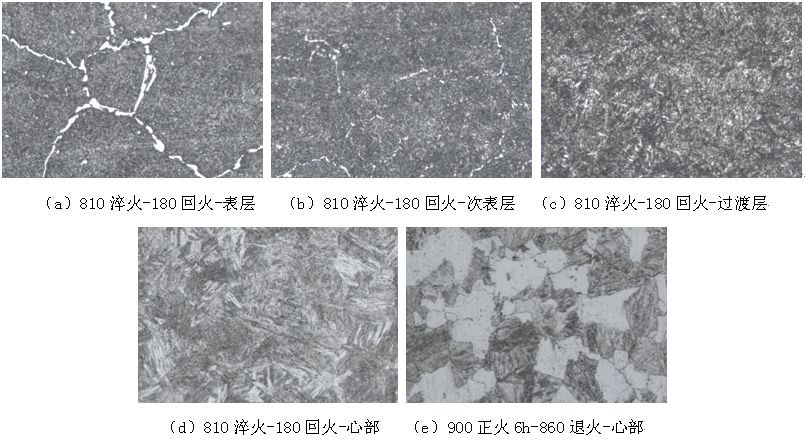
圖9 小試棒金相圖片
5.結(jié)語
由于工件較大且形狀復(fù)雜,模擬結(jié)果顯示完全水淬應(yīng)力較大,特別是在齒根處。故考慮用控制淬火的方法,即入水前先預(yù)冷,水冷一段時間,齒表面冷卻下來后立即提出水面,空冷,使齒表面溫度回升,達到自回火的目的,然后入油冷卻至Ms點以下。
通過SYSWELD模擬齒輪軸淬火過程得到工藝參數(shù)有:預(yù)冷時間、水冷時間、空冷時間等。水淬前在空氣中預(yù)冷的時間5min,目的是減少淬裂傾向,空冷時間的控制以不發(fā)生珠光體轉(zhuǎn)變?yōu)闇省nA(yù)冷后的水冷時間15min,主要控制因素為淬火應(yīng)力的大小,隨著水冷時間的延長,齒根處淬火應(yīng)力會越來越大,在淬火應(yīng)力小于材料屈服應(yīng)力時停止水淬。水冷后的空冷時間10min,目的是使馬氏體自回火,減少應(yīng)力,但回火溫度不應(yīng)過高,控制在低溫回火范圍內(nèi),以免硬度下降太多。
作者:婁建亭、周永丹,中色科技股份有限公司
徐永福、張振,洛陽礦山機械工程設(shè)計研究院有限責(zé)任公司

| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.yaqiao.net.cn/Steel-Knowledge/1602664725.html
|