
冷軋輥是金屬冷軋機上的重要零件。在軋制過程中,由于軋制速度很高和強大的軋制力使軋輥承受很大的靜載荷和動載荷,軋輥表面受軋材的激烈磨損。惡劣的工作環境使冷軋輥使用一段時間后,輥面便因磨損而不平、發毛,需卸下重磨和磨小輥頸直徑,再使用一段時間又需重磨,至此達一最小輥頸直徑后報廢。
軋輥的使用條件和方法要求軋輥不僅應具備高而均勻的表面硬度及足夠深的淬硬層,而且應具有良好的耐磨性和耐熱裂性,這不但給材質也給熱處理帶來了許多困難,提出了嚴格的質量指標。
我公司通過用幾種不同的熱處理方法對小直徑冷軋輥進行了試驗生產,制造出了滿意的軋輥。
1.原冷軋輥失效原因及熱處理指標確定
用戶給我們帶來一件早期失效的軋輥和一張零件圖(見圖1),材質GCr15,熱處理要求φ168mm輥面60~65HRC,其余50~55HRC。

軋輥在φ102mm軸頸與R25mm過渡圓弧交接處附近發生斷裂而失效。據稱是在工作半個多小時后發生斷裂,前后有幾根軋輥裝機后均在同一部位工作幾小時到幾天之內接連發生斷裂,余下幾根不敢再裝機生產了。
未裝機使用的軋輥經超聲波及著色檢查均未發現裂紋,可見裂紋是在工作過程中發生的。從折斷斷口上檢查,未發現材料有什么明顯缺陷,材質基本可靠。根據這些基本情況推定,軋輥早期失效的原因有:
(1)輥頸硬度(50~55HRC)偏高,應力松弛困難;
(2)輥面與輥頸硬度過渡部位選擇錯誤,過渡圓弧落在直徑突變的過渡圓弧(R25mm)上,過渡區拉應力與尺寸突變區的應力集中疊加,加重了該處的危險性;
(3)過渡圓弧R25mm表面粗糙不光滑,增加了該處應力集中的危害。幾種原因疊加,造成了軋輥的異常失效。
通過如上分析,根據冷軋輥熱處理基本要求,我們對設計作了如下修正:輥面硬度60~65HRC不變,其余部位硬度降為30~40HRC;硬度過渡部位安排在輥面邊緣25mm之內(見圖1);提高圓弧R25mm表面的粗糙度。此分析論證及修正意見征得軋鋼廠的認可。
2.熱處理方案確定
冷軋輥熱處理包括鍛后熱處理、粗加工后調質處理、半精機加后最終熱處理和粗磨后低溫回火等項。根據各次熱處理的作用及我們的熱處理經驗,將鍛后熱處理和粗加后調質處合并進行鍛后球化退火作預備熱處理,粗磨后低溫回火取消,磨削前淬火、回火作為最終熱處理。
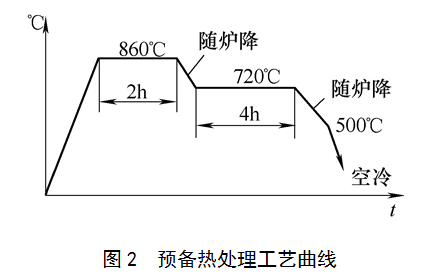
(1)預備熱處理
鍛后進行球化退火,得到球狀珠光體組織為最終熱處理創造條件,具體工藝如圖2所示。
(2)最終熱處理
軋輥最終熱處理包括淬火和低溫回火,得到要求的輥面硬度和淬硬層深度,按照專業廠的生產方法,其中淬火有整體淬火和感應加熱淬火。整體淬火需用龐大的專用淬火冷卻裝置;感應加熱淬火需用工頻加熱設備或工頻+中頻雙頻淬火設備。這些對于我廠來說條件都不具備。為此根據我公司現有條件設計出如下幾種加熱淬火方案。
①兩端回火方案:軋輥整體加熱,鹽水整體淬硬。低溫回火后兩端低硬度區分別用高溫快速加熱局部回火。
②中頻淬火方案:預備熱處理后,增加調質工序,最終熱處理采用中頻連續加熱、壓力水噴冷卻進行輥面淬火硬化。
③絕熱保護冷卻方案:軋輥整體加熱后兩端低硬度部位套上熱屏蔽套進行絕熱保護,再放入鹽水中冷卻。
3.三種方案處理及試軋結果
三種熱處理方案按生產準備和現場生產安排情況先后實施,熱處理檢驗后交軋鋼廠試軋考核。
(1)兩端回火方案
輥面硬度:中段62HRC,距端部25mm處58HRC;輥頸硬度40HRC,基本符合質量指標,試軋結果,經一次重磨后軋制過程中斷裂,在機總時間10天,斷裂位置與原失效軋輥相當。
(2)中頻淬火方案
輥面硬度64~66HRC,輥頸硬度30HRC,符合質量指標。試軋結果,第二次重磨軋輥面后軋制過程中輥面出現瓦楞狀波紋,無法再軋下去,停機卸輥。
(3)絕熱保護冷卻方案
輥面硬度63~65HRC,距端部20mm處45HRC;輥頸硬度37~40HRC,符合質量指標。
試軋結果,經二個月試軋輥面仍光亮如鏡,不需重磨,輥頸不斷,輥頸面不毛,試軋工人非常滿意,反映比軋機自帶軋輥要好。此軋輥能滿足軋制使用要求。
4.結果分析及最后方案核定
(1)結果分析
三種方案處理的軋輥,熱處理后檢驗結果大致一樣都符合質量指標,但上機試軋情況則截然不同。兩端回火方案軋輥與原軋鋼廠失效軋輥相當,兩端回火時,要保證輥面硬度,除采取一些輥面保護措施(如石棉繩包裹輥面)外,軋輥不能浸入液面太多,回火時間也不能過久,這樣輥面與輥頸的硬度過渡區仍然是在圓弧區,甚至輥頸直線處,拉應力的有害作用沒有消除,回火時間不長,還可能只表面一層硬度降低,較薄處硬度可能未回下來,早期斷裂應屬必然。由于輥面經高溫回火烘烤,輥面硬度較低且不均勻,磨損較快且不均勻,故重磨時間較短;中頻淬火方案,輥頸沒有出現問題,可見調質硬度范圍強度也滿足軋制要求。輥面出現瓦楞狀波紋是淬硬層太淺造成,中頻淬火深度也就3mm左右,經磨圓去掉一層就比較勉強。幾次重磨后就像雞蛋殼一樣,基體承受不了強大的軋制力,出現塑變,輥面下陷呈瓦楞狀。
可以預見,再軋制下去,輥面就會出現表層剝落。中頻淬火軋輥、輥面重磨周期也短,原因是:從表到里硬度降低較快,高硬度層在磨圓時便大部分磨去了。輥頸不斷也說明硬度過渡區拉應力對斷裂的強大影響,因為中頻淬火硬度過渡小且易于控制。絕對在輥面邊緣附近,不會到圓弧部位。絕熱保護冷卻方案軋輥質量好也在情理之中。只要屏蔽套穩妥地套住要屏蔽部位,圓弧及輥頸所能得到絕熱保護、冷卻緩慢得到細珠光體組織,輥面在強制攪動的鹽水中充分冷,輥面硬度便高而均勻,淬硬層也很深,淬火效果比壓力水噴冷卻效果更好,使用效果好也就符合道理。事實上,專業廠的整體淬火法原理也是這樣,只是在專用設備上完成,勞動強度、操作熟悉程度也要求低而已。
(2)最終方案擬定
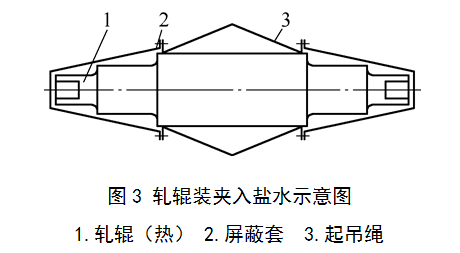
經試軋考核后決定采用絕熱保護冷卻方案作為最終熱處理方案。經完善后為:零件在滲碳劑保護的密封箱內加熱840℃×2h后出爐套上屏蔽套,空氣預冷入攪動鹽水中冷卻6~7min后轉油冷,繼續冷至輥面出油不冒白煙(小于100℃)出油,卸去屏蔽套入硝鹽回火140℃×24h出爐空冷至室溫,水洗硝鹽后轉磨削。裝屏蔽套后入鹽水冷卻的軋輥如圖3所示。
5.生產性考核及存在問題與解決設想
(1)生產性考核
按最終核定的處理方案處理完了這批軋輥,全部合格交出,同時跟蹤原試生產的兩根軋輥,使用半年后情況良好在機服役。這以后又陸續承攬回各種規格小直徑軋輥百多根,輥長從530~1500mm,直徑從90~290mm不等,也都采用這種方法處理交出。試用無一折斷,反映良好,樹立了質量信譽。
(2)存在問題與解決辦法
由于全部采用原有設備生產,許多不盡合理之處全靠人力解決。如進出爐全部人力推拉,熏烤厲害,套屏蔽套時要接受高溫烘烤;套屏蔽套與起吊不同步,套好又滑脫影響質量;用密封箱加滲碳劑保護既不經濟也不衛生,對爐子壽命還有影響等。建議改造一臺通透式推桿爐,設計一套簡易出爐機具,采用防氧化脫碳又不影響淬火冷卻速度的涂料等技改措施,即可擺脫目前這種被動落后局面,同時質量可更加穩定,生產能力將成倍增加。
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)