遼寧省撫順市撫東機械廠生產的一薄壁齒輪,如圖1所示。材料為20Cr2Ni4A鋼,其化學成分見表1。技術要求:滲碳層深度為1.3~1.6mm,表面硬度≥60HRC,心部硬度為35~49HRC,端面翹曲≤0.25mm,內孔圓度≤0.25mm。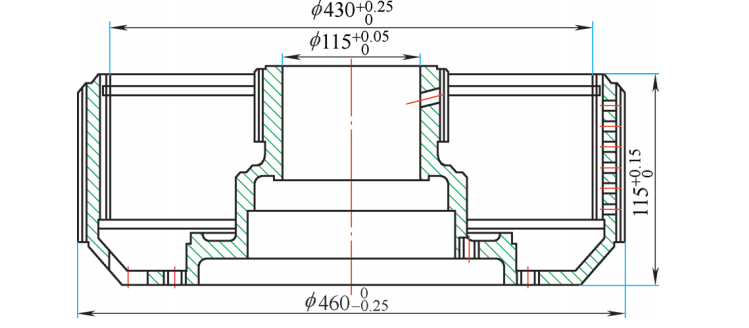
圖1 薄壁齒輪
表1 20Cr2Ni4A鋼薄壁齒輪化學成分(質量分數)(%)

在原淬火工藝方案中,雖然考慮到了零件由于形狀特點,容易產生翹曲的實際問題,但是忽略了零件的薄壁特點,只采用內孔加裝淬火芯軸,控制內孔的圓度變化。由于該齒輪屬于薄壁類零件,零件的薄壁未能得到有效控制,導致零件的薄壁處尺寸增大,即薄壁最外端的尺寸增大,零件的尺寸加大了0.8~1.0mm,甚至個別零件的增大尺寸達到了1.5mm以上。從外觀尺寸來看,零件呈現“喇叭口”形狀,且圓度達到1.0mm以上,嚴重影響到零件的后續加工,甚至因尺寸變化直接報廢。
一、原因分析
由于薄壁類齒輪零件產生了上述變形,因此給下一步機械加工帶來了極大的困難,齒部加工因基準的變化,難以完成最終的精加工。1)雖然在淬火芯軸的控制下,內孔的圓度得到了控制,但零件的薄壁處未加以限制,在淬火時,由于組織應力、熱應力的作用而產生了畸變。2)正因為薄壁處的畸變,零件的端面翹曲也有所增大。為此,要控制零件薄壁處的畸變和端面翹曲的變化,就必須對零件的薄壁處和端面在淬火過程中加以限制,以保證此零件淬火過程中產生的變形在工藝要求范圍內。通過對零件變形的具體分析,零件薄壁處尺寸增大和端面翹曲度過大的原因,主要是淬火過程中未能采取行之有效的措施,對零件易出現變形的部位未加以限制。根據經驗,此類零件在淬火時需要平放入淬火油中,以減少零件的變形。但是,其中有一個不可避免的因素出現,即零件在平放入淬火油中時,由于零件的各截面存在尺寸差,勢必導致各部位冷卻不均勻,從而出現熱脹冷縮不協調的現象,因此造成零件薄壁處尺寸增大,而且操作不當及控制方法不合理,均會造成零件出現翹曲變形。若不采取必要的控制方法,就會造成零件的翹曲度增大,從而影響產品質量,造成損失。
二、熱處理工藝、工裝的改進及效果
綜上所述,零件的熱脹冷縮不協調,引起零件薄壁處的尺寸脹大。為了有效地解決此類問題,我們將工藝及工裝進行改進,即根據零件結構特點和實際生產所使用的淬火設備狀況,設計出如圖2所示的淬火工裝,對零件在整個淬火過程中易產生變形的部位加以限制,有效地控制零件各部位的冷卻速度,保證零件的冷卻均勻性,從而達到提高零件淬火合格率的目的。
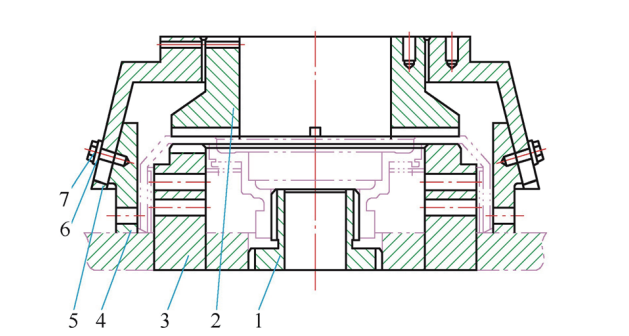
圖2 淬火壓模工作示意
1.芯軸2.內壓模3.下模4.滑塊5.外壓模
6.墊圈7.六角頭螺栓
為解決零件的畸變,根據零件形狀的特點重新設計了淬火壓模。該套淬火壓模主要由外壓模、內壓模、下模、6塊滑塊、芯軸等組成,如圖3~圖7所示。
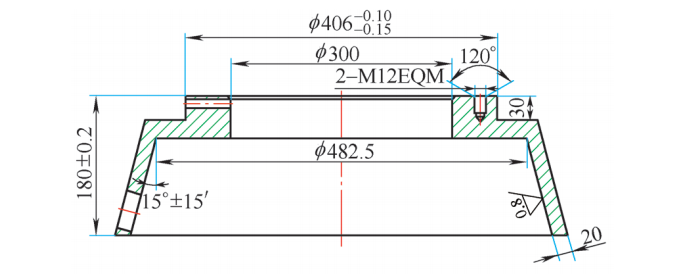
圖3 外壓模
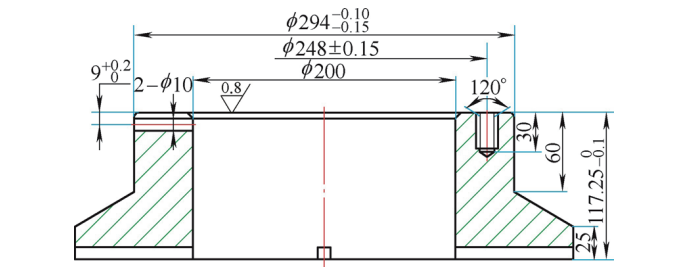
圖4 內壓模
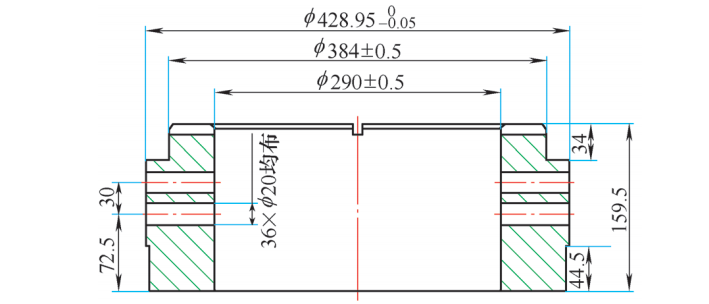
圖5 淬火下模
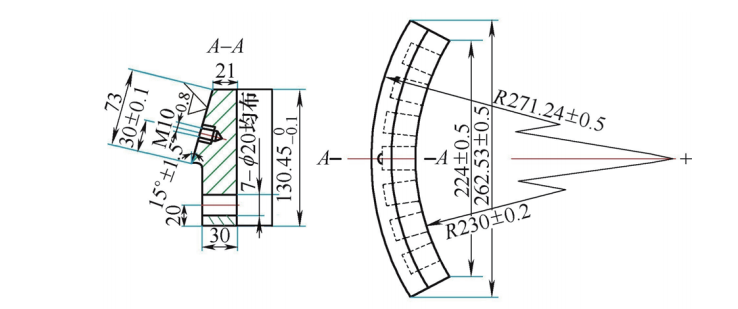
圖6 滑塊
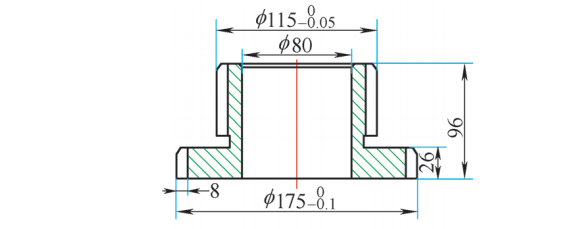
圖7 芯軸
淬火壓模中的滑塊由螺栓聯接在外壓模上,外壓模通過螺桿聯接在淬火壓床上。由于外壓模聯接在了淬火壓床上,因此外壓模在下落過程中,滑塊沿著外壓模內壁15°斜面移動,在內模壓落在零件表面時,滑塊剛好完成了移動并與零件的外圓相貼合,固定了零件的外圓尺寸,從而控制了零件淬火過程中的尺寸變化,實現了用淬火壓模控制零件變形的目的。1)將滑塊聯接在外壓模上,并保持滑塊始終處于自由狀態,不得有卡滯現象。2)將外壓模、內壓模聯接在淬火壓床上,并提升至規定高度,將淬火壓床的控制按鈕調至自動位置。5)按動淬火壓床上的控制按鈕,內外壓模同時下落,當內壓模落在零件表面上時,安裝在外壓模上的滑塊剛好與零件外表面貼合,外壓模落在工作臺上,這時外壓模與零件形成了封閉空間,此時噴油閥工作,在封閉空間充滿淬火油,零件完成淬火工作。
在淬火壓床上進行淬火時,淬火壓床的壓力可以根據淬火時出現的不同情況適時地進行調整,使零件在淬火過程中始終處于壓力淬火的狀態。由于零件的形狀和尺寸承受著淬火壓模的限制,制約了零件在淬火過程中出現的翹曲度,從而保證了零件的翹曲度能夠控制在所要求的范圍內。由于淬火工序采用此種淬火壓模,原來薄壁處的尺寸變化得到了控制。通過測量圓度能夠控制在0.25mm左右,“喇叭口”現象未再出現;φ115mm的內孔由于芯軸的作用,圓度也能夠控制在0.2mm左右,大大提高了零件的淬火合格率。
三、工藝分析及體會
薄壁類零件截面差較大,其變形規律為內孔縮小和端面翹曲變形,是在各種復雜應力綜合作用下產生的結果。因此,有必要采取有效地控制措施,限制或減少零件的尺寸變化,使之能夠滿足下一步的機械加工要求。1)解決零件薄壁處尺寸的變化,就要對薄壁處的尺寸變化加以限制。根據零件的形狀和我公司淬火設備的特點,將淬火工裝加以改進,外壓模的內壁設計成15°的斜面。2)根據淬火設備的特點,將滑塊的一端設計成15°的斜面,使之與外壓模的內壁尺寸相吻合。3)在加工15°的斜面時,零件的表面粗糙度要控制在比較高的加工精度上,如Ra=0.4~0.8μm,這樣滑塊在沿外壓模內壁下落過程中,就不會出現卡滯現象。4)在淬火下模的端面加工出36個凹槽,滑塊側面加工6個孔,這樣的設計有利于零件在淬火過程中淬火油的循環流動,從而增強了淬火油的冷卻性能,提高了淬火油的冷卻能力,同時也可以保證零件表面的淬火硬度能夠達到圖樣的技術要求。5)將滑塊加工成6塊,并均勻地安裝在外壓模上。這樣外壓模在下落過程中,可以避免滑塊移動時出現卡滯現象,保證滑塊完全貼合在零件外圓上,從而限制了零件外圓尺寸的變化。引起零件變形的主要原因是冷卻時由于在截面差、熱應力和組織應力的綜合作用下,使零件的薄壁處尺寸脹大,呈現“喇叭口”現象。原來的淬火工藝方案中,零件在淬火過程中產生的各種應力得不到有效限制,故不能滿足工藝的技術要求。而當采用淬火壓模進行淬火時,由于零件在淬火壓床的壓力作用下,可以最大限度地限制零件的變形。這種強制的作用,可以使相互應力趨于平衡,限制了零件翹曲變形現象的發生。此外,滲碳層的碳濃度梯度的變化、金相組織,以及操作的平穩性等都會影響零件的變形。在實際生產中還要嚴格控制各種滲劑的流量,使滲層的濃度梯度更加平緩地向心部過渡,并較平緩地與心部原始組織結合,從而避免出現過陡的碳濃度梯度,影響產品的使用性能。
四、結束語
薄壁類零件在進行熱處理操作(尤其是淬火過程中)時,一定要根據零件的結構特點,并結合圖樣要求,認真地進行分析、論證,找到其容易出現變形的部位,并根據實際生產情況,采取有效的工藝方法及防護措施,將零件的形狀畸變、尺寸變化控制在工藝要求的范圍內,從而更好地保證生產的順利進行。
相關文章:
薄壁盤形錐齒輪氰化淬火變形,如何破?
作者:張宇慶
單位:遼寧省撫順市撫東機械廠
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)

